Main raw material – Direct Reduced Iron (DRI) is prepared by using iron ore locally available in Hosapete & Ballari Region. The iron ore is ground, beneficiated & pelletized. The pellets are used to produce high-grade sponge iron. BMM Ispat also generates power for merchant sale and to feed its newly built Integrated Steel Plant.
The Integrated Steel Plant started production in August-2015. Steel is melted in Electric Arc Furnace (EAF) of 120 MT capacity, powered by100 MVA Transformer and Oxy-Fuel Burners (5Nos.) of 3.5 MW each.
Direct reduced iron is mainly used (85%) with solid pig iron & plant returns. Fluxes in form of Calcined Lime & Dolomite are used to form basic slag for refining the melt, to reduce impurities – Phosphorous & Sulphur. EAF is also using Carbon Injection & Oxygen to make foaming slag to reduce pick-up of gas, reduce refractory damage & achieve maximum heating efficiency by shielding the liquid metal.
The liquid steel is tapped in ladle at required temperature & chemistry through Eccentric Bottom Tapping (EBT) to avoid Carry-Over Slag. Small amounts of Ferro-Alloys & Fluxes are also added during tapping in the ladle.
The ladle with liquid metal is transferred to Ladle Refining Furnace (LRF), powered with 20 MVA Transformer for alloying & refining. The liquid metal is continuously purged with Argon gas to achieve homogenous chemistry
& temperature required for continuous casting.
The liquid metal is transferred to Continuous Casting Machine (CCM) of 5 strands & section size of 160 mm sq. The casting machine is also equipped with auto mould control to avoid slag entrapment. Liquid metal is poured from ladle to tundish using refractory snorkel to avoid re-oxidation of steel. Tundish of 32 MT
capacity distributes the liquid metal into 5 strands for casting in water cooled Copper
Moulds. The cast billets are cut into required lengths for rolling into TMT Bars. Billets can be directly hot-charged into reheating furnace of rolling mill or can be cooled on cooling bed & stored in billet yard.
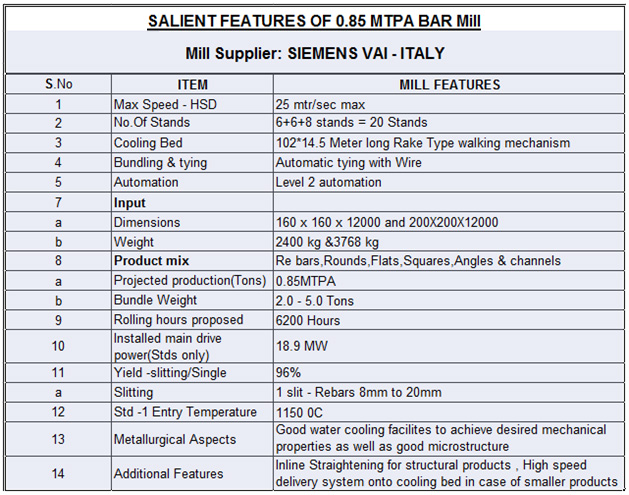
Rolling mill has reheating furnace of 170 TPH & can accommodate billets of up to 12m length. Billets are heated to 1150-1200 C temperatures & rolled in mill having 20 stands in sections from 8 mm to 40 mm. The rolled bars at temperatures of around 1000 C passes through online high-yield quenching & self tempering ‘PQS’ technology (from Pomini, Italy). Rolled bars develop tempered martensite on the surface & ferrite / pearlite fine grained structure at the core. This gives high strength & ductility to TMT bars which is superior to IS 1786:2008.
The bars are initially cut by flying sheer 7-8 multiples of 12m and delivered to cooling bed.These bars are further cut by cold shears into 12m length, bundled in required weight & tagged with all details for its traceability. These bundles are transferred to dispatch yard for storage. Rolled Bars are inspected & tested for physical properties like tensile strength, yield strength & elongation, before dispatching to customers / stockyards.